Products
High-Performance Chemical Drum & Barrel Pumps Designed for Safety, Efficiency & Durability


Reliable Barrel Pump Solutions for Every Industrial Need
At Hacop Pumps, we design and manufacture advanced barrel and drum pump systems that make liquid handling faster, safer, and more efficient. From a Barrel Pump for oil to specialized Electric Barrel Pump and Electric Drum Pump solutions, every model is built to deliver consistent flow, minimal maintenance, and long service life.
Our pumps are trusted across industries chemical, food, oil, and manufacturing because they’re engineered for real-world reliability. Whether you need to transfer viscous fluids or hazardous chemicals, we’ve got the perfect match for your operation.

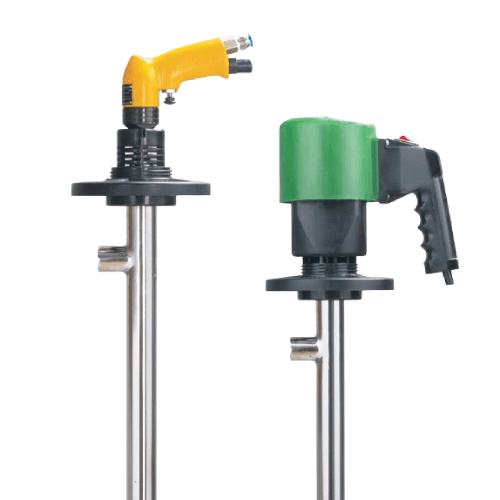
Hacop – Pharma
Pharma is designed for both portable and stationary use, making it ideal for
industries such as pharmaceuticals, cosmetics, food, and beverages.
Specifications

| M.O.C | Pump Body & Shaft in S.S. 316 & Impeller in P.P./PVDF |
|---|---|
| Suitable For | 35/50 Ltr. Carboy & 200/1000 Ltr. Barrel |
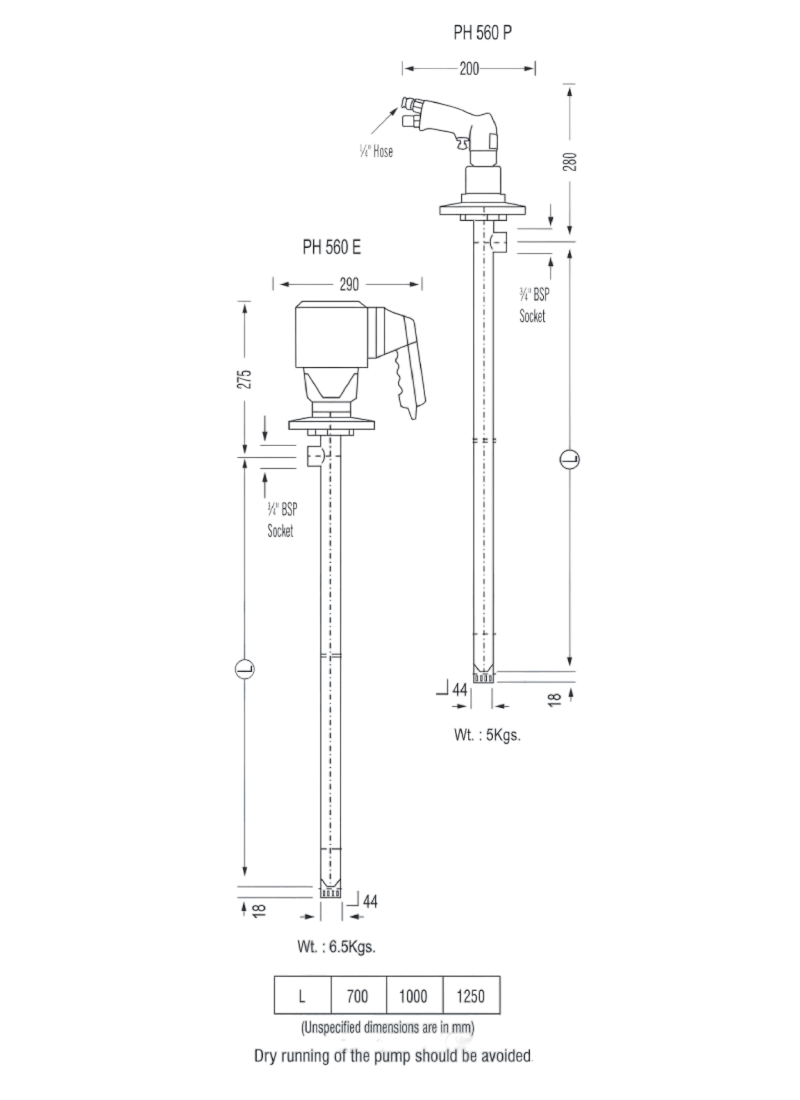
| Pump Tube Length | 700/1000/1250 mm |
| Viscosity of liquid | Up to 500 cp |
| Pumping Type | Submerged, Self Priming |
| Temp. of liquid | 60 to 70°C ( max ) |
| Discharge | 100 lpm ( max ) |
| Delivery Head | Up to 10m ( 30 ft ) |
| Electric Motor | 1500 RPM, Single phase AC, 400 W, 230 V, 50 Hz, AC supply. Shock proof and chemical resistant body, suitable for intermittent duty |
| Pneumatic Motor | 1500 RPM, Operates on compressed air at 4-6 bar pressure with an air consumption of 8-5 CFM |
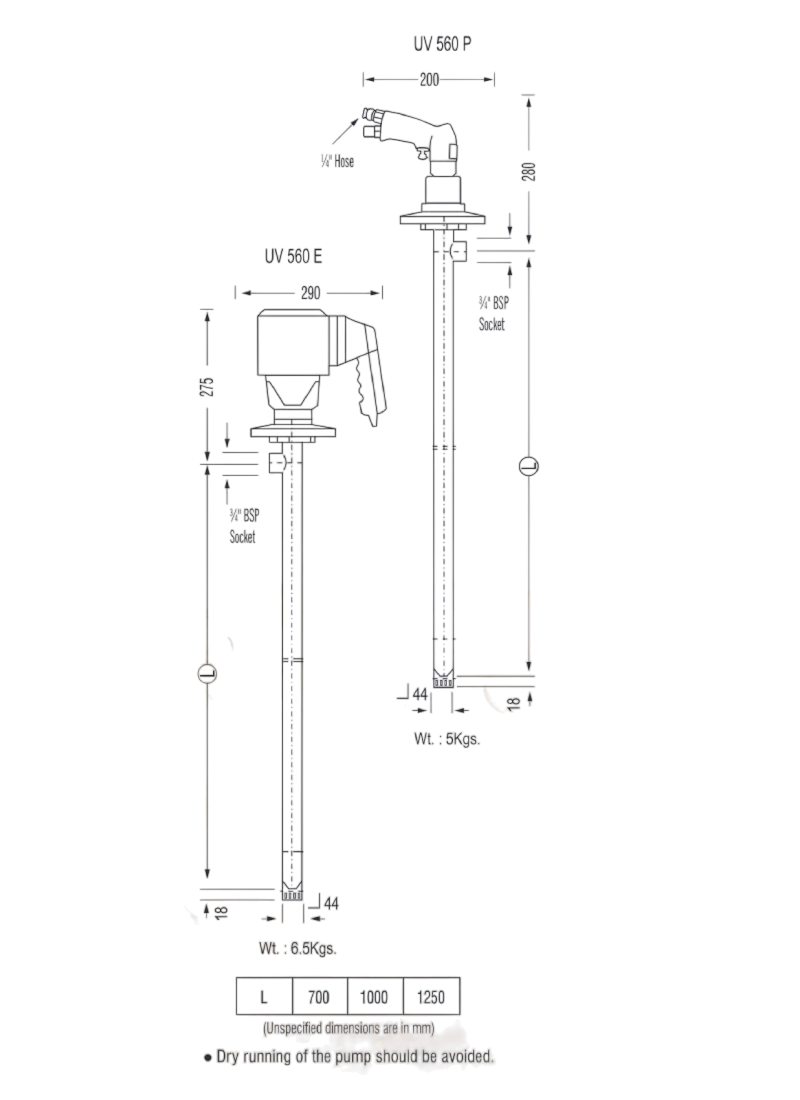
Hacop – Universal
Universal is designed for both portable and stationary use, making it
ideal for industries such as chemicals, pesticides, and textiles.
Specifications

| M.O.C | Pump Body & Impeller in P.P. & Shaft in S.S. 316 |
|---|---|
| Suitable for | 35/50 Ltr. Carboy & 200/1000 Ltr. Barrel |
| Pump Tube Length | 700/1000/1250 mm |
| Viscosity of liquid | Up to 500 cp |
| Pumping Type | Submerged, Self Priming |
| Temp. of liquid | 60 to 70°C ( max ) |
| Discharge | 100 lpm ( max ) |
| Delivery Head | Up to 10 m ( 30 ft ) |
| Electric Motor | 1500 RPM, Single phase AC, 400 W, 230 V, 50 Hz, AC supply. Shock proof and chemical resistant body, suitable for intermittent duty |
| Pneumatic Motor | 1500 RPM, Operates on compressed air at 4-6 bar pressure with an air consumption of 8-5 CFM |
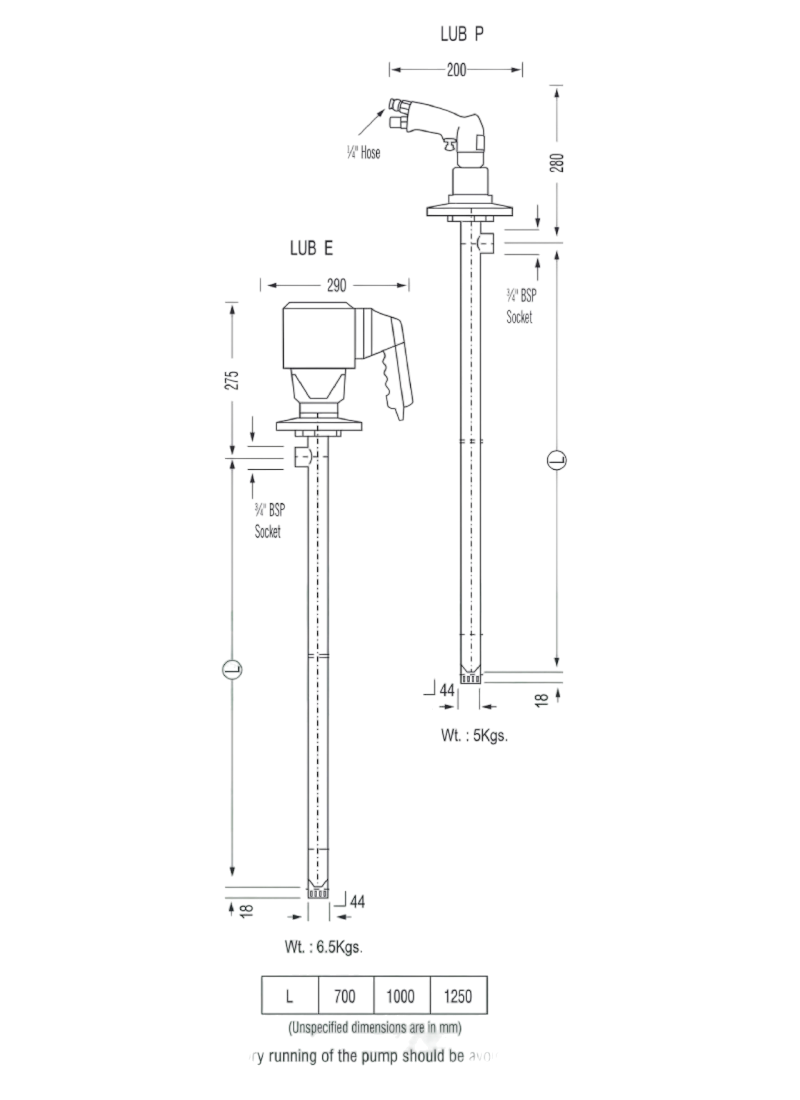
Hacop – LUB
One of the best utilised and performing barrel pumps used in industrial as well as domestic applications.
Suitable for transferring diesel from barrels to generators.
Specifications

| M.O.C | Pump Body in M.S. Chrome and Impeller in P.P. |
|---|---|
| Suitable For | 35/50 Ltr. Carboy & 200/1000 Ltr. Barrel |
| Pump Tube Length | 700/1000/1250 mm |
| Viscosity of liquid | Up to 500 cp |
| Pumping Type | Submerged, Self Priming |
| Temp. of liquid | 60°C ( max ) |
| Discharge | 80 lpm ( max ) |
| Delivery Head | Up to 9 m ( 25 ft ) |
| Electric Motor | 1400 RPM, Single phase AC, 400 W, 230 V, 50 Hz, AC supply. Shock proof and chemical resistant body, suitable for intermittent duty |
| Pneumatic Motor | 1500 RPM, Operates on compressed air at 4-6 bar pressure with an air consumption of 8-5 CFM |